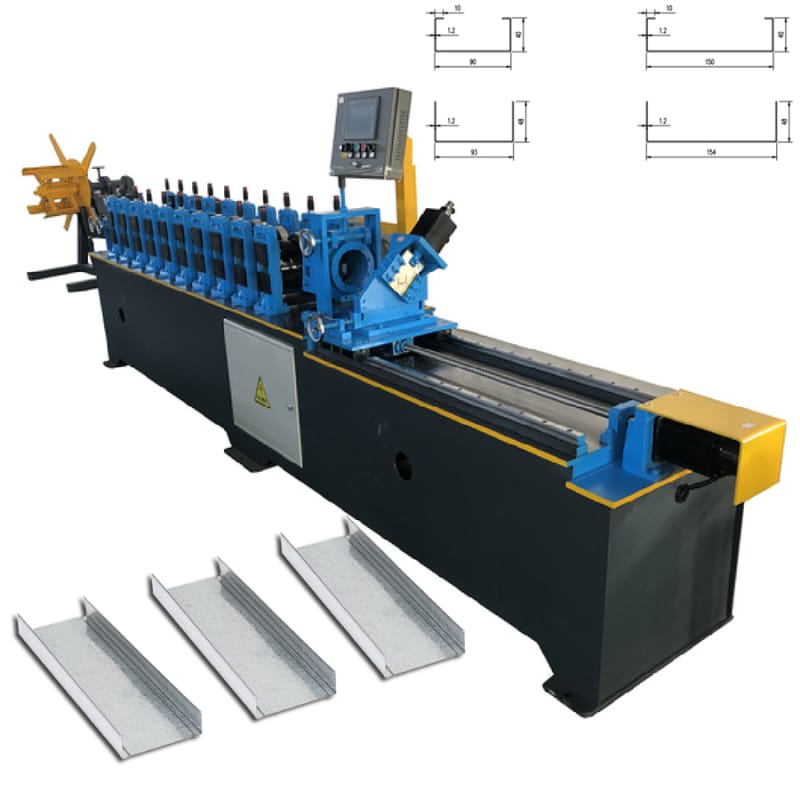
Scaffolding Roll Forming Machine
1. Main Technical Parameters
1.2.2 Material of the rolled strip steel: Q235 - Q345 strip steel
1.2.3 Production speed: 0 - 4 m/min
1.2.4 Straightness error of the rolled workpiece: ≤ ±1.5 mm per 1500 m
1.2.5 Fixed - length error of the rolled workpiece: - 1 mm
1.2.6 Maximum developed size of the rolled workpiece: ≤ 500 mm
2.Equipment Structure Composition
The equipment mainly consists of the following components. There is 1 set of 8T uncoiler. A leveling + servo feeding device with a separate control system is included, which has a motor power of 7.5KW. There is 1 unit of 200T punch press produced by Yangli Group. Two sets of stamping dies are provided, which are custom - made according to the plate type and the die material is SKD11. The forming main machine, featuring an arch - type structure and gearbox drive, has a motor power of 30KW. There is also 1 set of hydraulic cutting device with a motor power of 7.5KW, 1 set of discharge table, and 1 set of the whole - machine PLC control system.
3. Composition of the Full-automatic Pedal Forming Equipment (Schematic Diagram)
3.1.1 Production Process Flow of the Full - automatic Pedal Forming Equipment
8T automatic uncoiling → Leveling + Servo feeding + Punching of stretching holes and notches by punch press → Forming main machine → Hydraulic punching and cutting with T - stop → Discharging
4.1.2 Technical Instructions for Main Components
4.1.2.1 8T Electric Uncoiler
a. Inner diameter of the coil: φ508 mm; Inner diameter expansion and contraction range: ф480 - 520 mm;
b. Maximum outer diameter of the coil: φ1200 mm; Maximum load capacity: 8T
c. Tightening method: Hydraulic tightening for automatic uncoiling.
4.1.2.3 Leveling + Servo Feeding Machine
It is driven by a servo motor. It features multi - stage feeding, allowing different feeding lengths to be input. The liquid crystal touch display makes it easy to change and set various technical parameters. It has an automatic induction start - up system that is linked with the punch press.
Functions: Ensure the necessary flatness of the sheet metal and provide precise fixed - length feeding. It consists of an in - feed guiding device, leveling rollers, feeding rollers, a power unit, and a frame. It is driven by a servo motor. There are 5 leveling rollers and 2 pairs of feeding rollers at the front and rear. The leveling rollers are adjusted for lifting using a worm gear and worm mechanism, which facilitates the adjustment of the gap between the leveling rollers. A side - standing roller positioning device is installed at the feeding inlet. The servo system drives and controls the machine to achieve fast and high - precision feeding.
4.1.2.4 Punch Press (Equipped with Punching and Stretching Dies and Notch Punching Dies)
It is a 200T punch press (produced by Yangli Group), with a punching speed of 0.5 meters per minute.
There are 2 sets of punching dies, and the material is SKD11. (The picture is for reference only.)
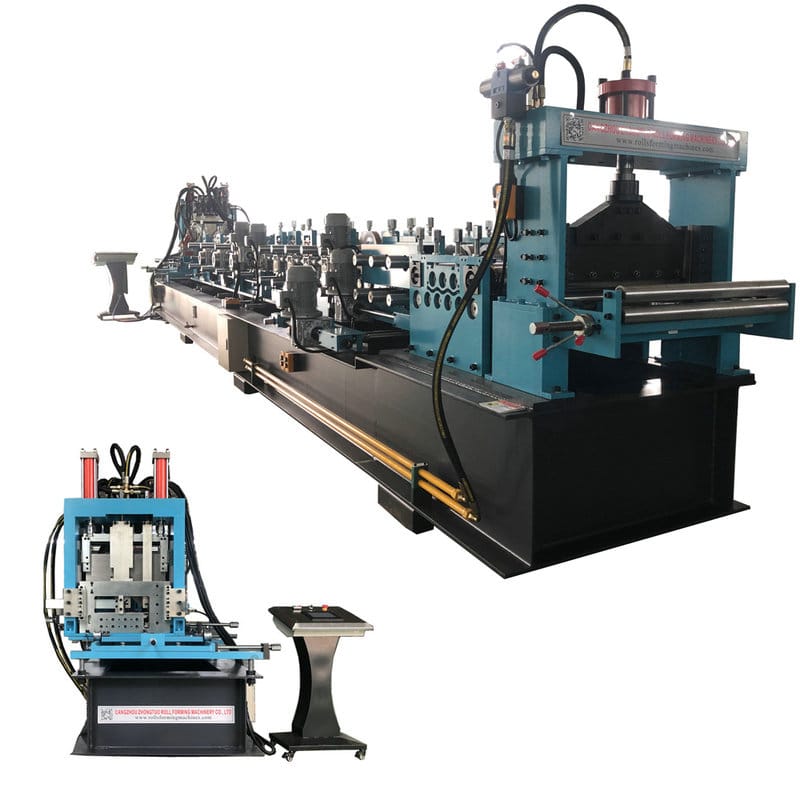
4.1.2.5 Forming Main Machine
Main Technical Parameters
Specifications of the rolled products (mm): 75x248xL
Forming speed: 2M - 8M/min
Number of roll sets: 32 sets
Roll material: Cr12, quenched
Power of the main motor: 30kW
Power of the hydraulic station: 5.5KW
Electrical control system: The whole machine adopts variable frequency control by an industrial computer PLC.
Diameter of the main shaft: 80mm
Material of the main shaft: 40cr steel, quenched and tempered
Material of the cutter: Cr12mov, quenched
Electrical control system: The whole machine adopts variable frequency control by an industrial computer PLC, and the cutting length error is ≤1mm.
Drive by an arch - type gearbox.
4.1.2.6 Cutting
a. Form: Hydraulic stop - shear cutting
b. Structural features: The cutting mechanism is independent. The length is determined by the main PLC computer, and the cutting length can be set manually. It adopts the hydraulic punching and cutting process.
4.1.2.7 Electrical Control System
a. The whole production line is controlled by a PLC, with a liquid - crystal display touch - screen for the human - machine interface, enabling interaction between the operator and the PLC. The operator can set the program for automatic operation (programmable control) and monitor the control process. The operator can control the production line, modify control parameters, and monitor the real - time operating status, operating parameters, and fault indications of the equipment. The length of the work - piece can be set digitally and adjusted. Real - time monitoring of the equipment's operating status and fault indications is available.
b. There are two operation modes: manual and automatic, with a switching function between them. In the manual mode, single - machine operation is possible, which is convenient for maintenance. In the automatic mode, the whole production line runs in sequence. An emergency stop button is installed along the whole line to handle emergencies easily, ensuring the safety of the equipment and operators.
c. A manual operation panel is installed beside the machine for the convenience of workers.
d. Main electrical components:
1. PLC: Siemens
2. Inverter: Inovance
3. Encoder: Omron
4. Low - voltage electrical components: Schneider brand